



l 射出成形过程中的翘曲行为
射出成形过程中的翘曲行为是材料自液态冷却为固态时不平均体积收缩的结果。温度或压力的变化都会引发高分子的比容及密度的改变,甚者,这些改变也会引起成型零件的形变。因此,本节将说明收缩的现象及其可能的成因。
l 充填及保压过程中的收缩行为
温度或压力的变化可能会引发高分子的比容及密度的改变。高分子在保压阶段的收缩行为端看保压的程度。好的保压结果一般都会有较小的收缩。在保压过程中,模穴中的高分子熔流温度还是很高,仍会持续借着与模具做能量的交换而冷却下来,在这段时间里,压力会持续传输直到阀门结冻为止。因此,成形零件的收缩补偿取决于保压结果,而保压结果又受压力传输及保压时间影响。总括来说,较高的保压压力与较长的保压时间伴随较好的保压结果及较小的收缩行为。
l 冷却过程中的收缩行为
冷却过程的收缩过程开始于阀门的结冻并直到成形零件的射出为止,在此阶段中没有热的高分子再进入且高分子会渐渐冷却下来。收缩行为与高分子的PVT特征曲线有关。
对非结晶性高分子来说,主要影响收缩行为的因素有模具温度及冷却速率。低模具温度及高冷却速率会在高分子链松弛前,瞬间就将其大分子链结的方向结冻,所以塑性零件必然会有较小的收缩。相对的,高模具温度及低冷却速率会使大分子链结具有高度的方向性,则塑性零件会有较大的收缩程度。
对结晶性高分子而言,收缩行为主要取决于其结晶的程度。若模具温度低且冷却速率高,就不容易结晶,而有较小的收缩;另一方面,若模具温度高且冷却速率低,大分子链结就有足够的松弛时间且易于形成结晶,零件的收缩量自然就会增加。
l 模成形阶段到应用阶段的收缩
在此阶段中,塑性成形零件在射出之后不再受限于模具,并处于自由收缩阶段。
收缩应力主要是来自于充填在制程中的残留应力,热应力则由零件的射出温度与周围环境温度的温差所造成。如果收缩应力大到足以克服塑性零件的机械强度,则零件会产生扭曲。若塑性零件的外层强度足以对抗收缩应力,就可能不会出现扭曲的现象。然而,此将使塑性零件内部产生收缩空孔并影响整个零件的机械性质。当应力上升时,在外力作用下容易产生裂缝及破断的发生。
l 压力-体积-温度特性(PVT)图
高分子的PVT关系就是在高分子加工过程中特定的体积上的特征随温度及压力变化关系。一般上,若高分子的热膨胀系数为正值,则其在加热后会有膨胀的现象。由于每种高分子的微结构都不相同,所以每种材料的PVT关系都会不同。我们利用比容来当作一个良好的指标以取得制程中的高分子材料的PvT特性图。
结晶性或半结晶性的高分子的比容(每单位质量的体积,为密度的倒数)在等压条件下通常会因热膨胀而随温度的上升而增加。然而,其也会因在等温条件下的压缩现象而随压力的上升而减低。
结晶性高分子的PVT图
相对的,非结晶性高分子的比容会在等压条件下通常会因热膨胀而随温度的上升而增加。也会因在等温条件下的压缩现象而随压力的上升而减低。结晶性高分子正常都比非结晶性的收缩程度高。举例来说,结晶性的PE是2%而非结晶性的PS则是0.6%。
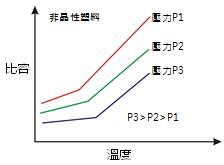 非结晶性高分子的PVT特性图
非结晶性高分子的PVT特性图
考虑一般的射出成形制程,非结晶性高分子的PVT特性图如下图所示。非结晶性高分子须先从高温冷却至常温并且在空孔中固化。此程序可以编号1到8步骤在下图描述之。
射出成形过程的体积变化
每个步骤也于其下解释之:
1: 开始将高分子充填入模具中并逐渐加压
1-2: 模穴充填阶段,空孔压力逐渐增加至所设定的射出压力。
2: 模穴充填完成,压力变为保压压力。
2-3: 模穴于保压阶段,空孔压力增加至所设定的保压压力。
3: 模穴内压力达到最大值 (大约30-100 Mpa)
3-4: 保压阶段,转换压力至保压阶段。模穴压力会因为高分子的些微回流而稍微下降。
4: 保压阶段开始
4-5: 在保压阶段,压力因冷却而下降,固化层的厚度增加,将高分子缓缓填补收缩部份并降低其比容。
5: 阀门完全结冻,保压阶段完成。
5-6: 持续高分子的冷却及收缩并逐渐降低压力。
6:模穴压力降至常压(一大气压),在此瞬间,塑性体积与空孔体积相同,但塑性开始产生模内收缩。
6-7: 等压冷却过程,塑性持续收缩。
7: 塑性与模具表面分离。
7-8:塑性在脱模后持续等压收缩。
8: 最后,塑性零件达到热平衡。
l 影响塑性零件收缩的因素
很多因素都会影响翘曲行为,比如材料性质,零件设计,模具设计及制程条件。这些因素都将在本节中说明。
材料的选择:
塑性成形的零件具有较低的收缩程度,需有以下的条件:
•高分子性质是均质的
•材料受到更平均的加热或冷却
•塑件的温度分布需更平均
l 结晶性高分子及非结晶性高分子
如先前(PvT图)所提及的,结晶性高分子及非结晶性高分子的PVT特性线图都是不同的,并可以影响到收缩行为。一般为了有较小的收缩量,降低非结晶性高分子中的方向性或是使结晶性高分子有较低结晶程度。另外,由于结晶作用与冷却速率有极大关系,所以对结晶性或半结晶性高分子的收缩行为来说必然也是跟冷却速率有高度相关性。
•检视是否有充填物或强化材料被加入高分子中
•合成材料的充填物可以减少收缩
l 零件设计
•零件的尺寸
•内壁的厚度
一般而言,在射出的过程中,零件的厚度对成形的产品影响很大。通常在一个局部厚的区域,如肋条区,会产生一个局部的收缩并在零件上留下凹痕。因此有厚度变化的塑性零件都该选择最适当的开门位置以得到较佳的充填保压结果及较低的收缩程度。如果塑性成形零件的厚度是不平均的,则在不同冷却 / 保压效应下的收缩行为会导致翘曲 / 扭曲。除此之外,在多变的厚度下,可能在壁区会出现应力集中现象。
壁厚度的变化
具多变性厚度的壁区(缓冲区)会有内应力集中的现象,可能产生短期或长期的翘曲问题,并减弱零件的机械性质。
强化的肋条可以内建在零件中以强化结构强度并降低收缩程度。肋条与零件的接触零件必须大到足以减弱应力集中问题及克服流体阻抗,并注意可能产生的凹痕导入问题。高分子收缩行为的特征也是影响到凹痕的尺寸的一个因素。
l 模具设计
模具设计范围有些重要的问题需要考虑
•阀门位置
•阀门的形式及尺寸
•流道系统
•模具冷却管线布置
•修整的容忍限度
•射出系统的设计
•修整的弹性形变
l 制程条件设定
•充填及保压压力
下图指出自开始射出到开模这段时间空孔压力与制程时间的关系。当保压过程结束时,阀门在此瞬间的空孔压力被称为密封压力。塑性零件在高密封压力下会有较小的收缩,如果密封压力不稳定则会在塑性上表现出一个波浪现象,此会影响到塑件尺寸的稳定性。密封压力通常与保压压力有关,高保压压力与较长的保压时间可以降低成形产品的收缩程度。一般未经保压的塑性收缩程度可能到达25%,因此必须妥善应用及控制保压压力来弥补收缩造成的影响。但是压力设定也不能太高以免发生过保压的情形,将会造成高残留应力并增加射出的难度。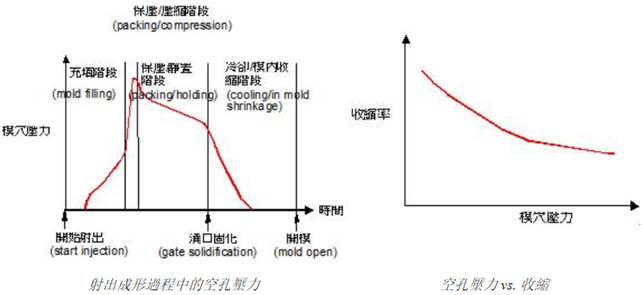
•塑料的熔流温度
保压与冷却进行中,熔流温度如果提升可能会导致体缩率增加,但同时却也可以因为黏度的降低而让充填保压变得更容易。
•模具温度问题
模具温度在阀门结冻后会变得比高分子收缩性质的问题还要重要,因此,模具温度必需适当地控制在合理的范围内。
•冷却时间
•充填及包压时间
•零件在射出时的温度
•锁模力



 苏公网安备 32059002002276号
苏公网安备 32059002002276号