8D如何进行根本原因的分析?

话说一位网友在公众号后台留言,关于8D中如何分析到问题的根本原因,以下的文章主要针对根本原因的分析,和大家讲解一下。
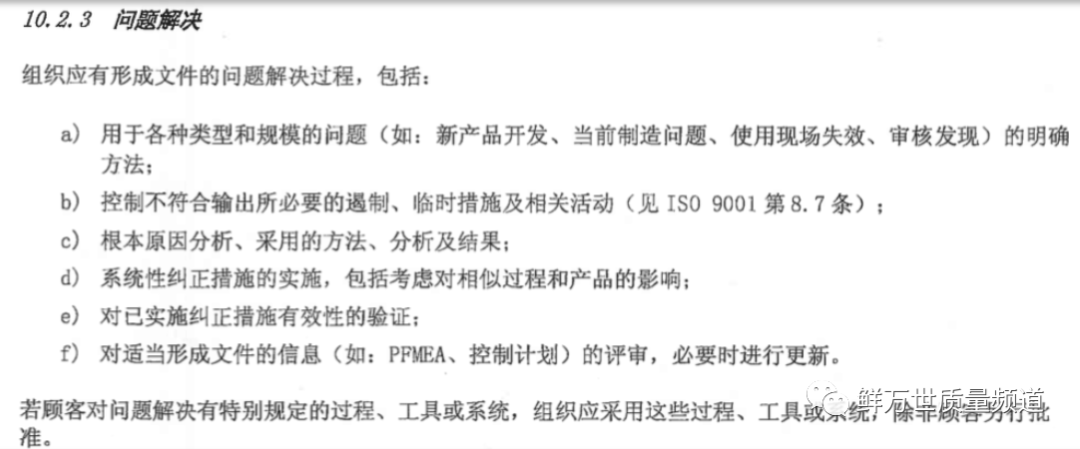
IATF16949标准中10.2.3问题解决的条款要求,1、为了控制不合格,采取遏制措施和临时措施。比如100%的全检,防止不合格品再次流出。排查所有区域的不合格品。2、分析根本原因,采取长期对策。3、对措施的有效性进行验证。4、对适当的文件,如PFMEA,控制计划进行更新,防止同类问题重复发生。
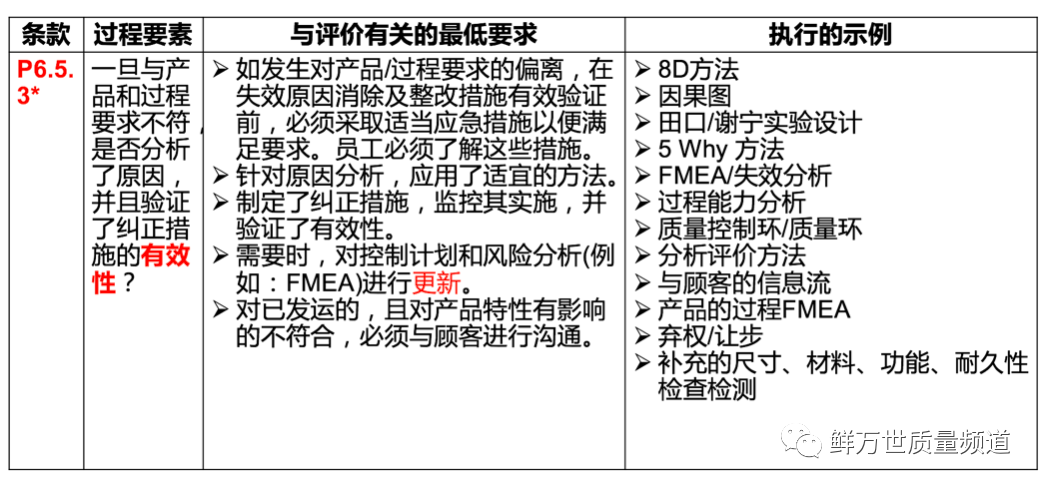
VDA6.3的P6.5.3条款,1、当产品和过程发生偏离,在分析原因之前,必须采取应急措施,如100%的全检。2、应用适当的方法,如8D、鱼骨图、5WHY方法等进行根本原因的分析。3、制定纠正措施,验证其有效性。4、对PFMEA、控制计划进行更新,防止同类问题再发生。

8D由8个正式步骤(8 disciplines)和一个准备步骤D0组成,用来客观地确定、定义和解决问题并防止相似问题的再次发生。因为功效显著,8D现广为制造业所接受,成为制造业用来解决各类原因未知或疑难问题的主要方法。其中最核心的过程就是4D,根本原因的查找。只有分析到根本原因,才能防止问题的重复发生。

问题形成的冰山理论,由于冰的密度比水小,所以冰山的一角是浮在水面上的,正如问题一样,要解决问题,不能只是纠正,那么问题总会重复出现。
首先,我们要搞清楚浮在水面上的是:现象和问题。现象就是客户在装配、使用你的产品时遇到的一种状态,如组装线上无法装配,制动功能下降等。在问题解决中,要充分了解现象。
接着,根据现象,找到问题,什么是问题,就是产品特性出现有偏差,如外观、尺寸等。孔径要求是10+-0.1mm,结果是9.85mm,这就是问题,那么现象是问题导致的结果,如孔径偏小导致组装线上无法安装或装配困难。
然后,确定是否为制造问题,如果是制造问题,追溯到哪一个制造现场,4M1E(人机料法环)是否出现了变化,这些变化,我们可以理解为可能的原因(也可说是表面原因),比如问题是孔径偏小了,表面原因是4M1E(人机料法环)中的钻头可能磨损了。
最后我们再进一步运用5WHY分析找到最有可能的原因,经过验证得到根本原因。比如:问题:孔径偏小,表面原因:钻头磨损,根本原因:没有及时更换。
我们针对根本原因采取长期措施后,为了预防同类问题的再次发生,需要找到系统原因。我们进一步运用5WHY法,问为什么没有及更换钻头,答因为缺少保养的制度,这样我们针对系统原因的预防措施就是更新或制定钻头的保养制度,并更新PFMEA、控制计划等。
无论你采取了哪种解决问题的流程方法,比如8D,A3报告,其方法论都可以运用冰山理论来进行解释。
1、现象:客户组装线无法安装或装配困难,采取的应急措施是换货、挑选 、召回等。
2、问题:孔径要求是10+-0.1mm,结果是9.85mm,采取的临时措施是清查库存,进行100%的检验防止问题的产品流出。
3、可能原因:4M1E(人机料环法)中的钻头可能磨损了
4、根本原因:钻头没有及时更换,产生磨损,纠正措施是定义钻头的寿命,并定期更换钻头。
5、系统原因:缺少钻头保养的制度,预防措施是更新或制定钻头的保养制度,并更新PFMEA、控制计划等。
所以说,各位你们拿着自己公司的一份问题解决报告,试着问一下,什么是现场?什么是问题,是否分析根本原因,系统原因是什么?我相信你拿着冰山理论,就能发现问题解决中的问题了。
首先我们要搞清楚,什么是可能的原因(潜在原因),就是任何原因,在鱼骨图上被确定的描述一种结果可能发生的任何原因。
在任何原因的基础上,再根据可用的数据得到一个理论,它可能最能解释详细的问题,我们将其定义为最有可能的原因。
接着,将最有可能的原因进行验证,并且能解释问题的原因,我们叫根本原因。
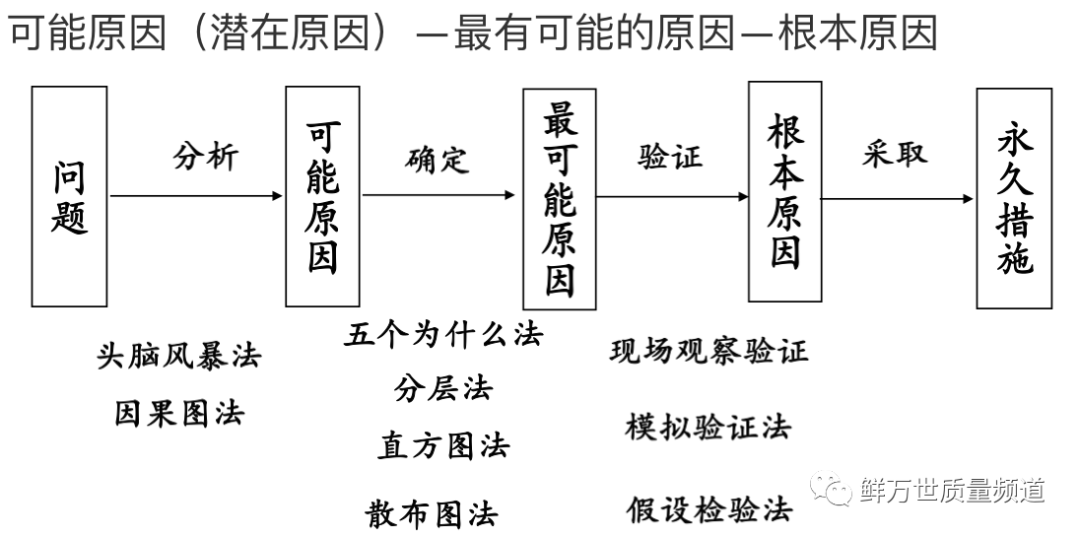
根本原因分析的路径:可能原因—->最有可能的原因—->根本原因。
什么是问题,就是产品的特性出现了偏差,如孔径要求是10+-0.1mm,结果是9.85mm,超出了公差的范围。
根本原因的分析方法分三步,第一步,运用鱼骨图、头脑风暴法,找到所有可能的原因,这里的原因越多越好,无论是否会发生,均将其列出来。
第二步,针对“可能原因”,进一步展开5WHY分析法,鱼骨图的特点是求广度,而5WHY法的特点是求深度。也可以通过分层法、直方图法、散布图法得到数据,确定最有可能的原因。
第三步,针对“最有可能的原因”进行验证,可以使用现场观察法、模拟试验法和假设检验法进行验证,并最终确定问题的根本原因。最后再对根本原因采取长期措施。
根本原因的分析方法分三步,第一步,运用鱼骨图、头脑风暴法,找到所有可能的原因。
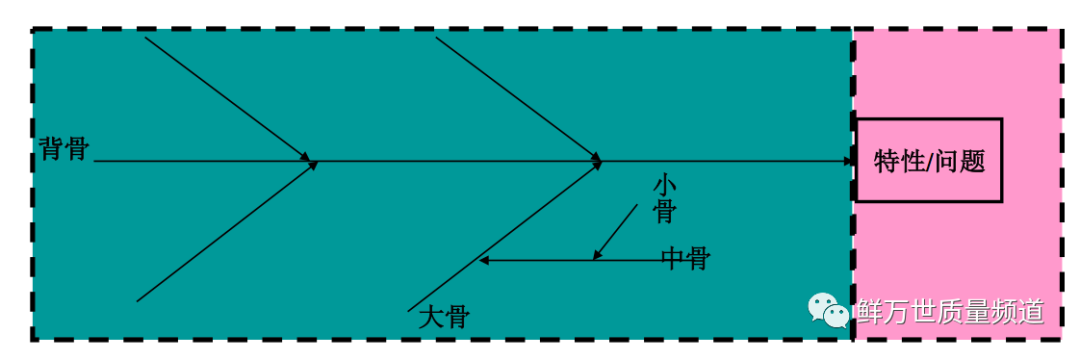
鱼骨图的特点是求广度,分析所有可能存在的原因。可以和头脑风暴法、4M1E相结合来进行。鱼骨图的鱼头,就是问题,是特性的出现的偏差。集合相关的人员从4M1E人、机、料、法、环等主要因素开展原因分析,鱼骨图中的大骨就是人机料法环。最后大家一起讨论,在鱼骨图划“红色圈”:表示问题的直接原因;划X:表示不是这个原因。
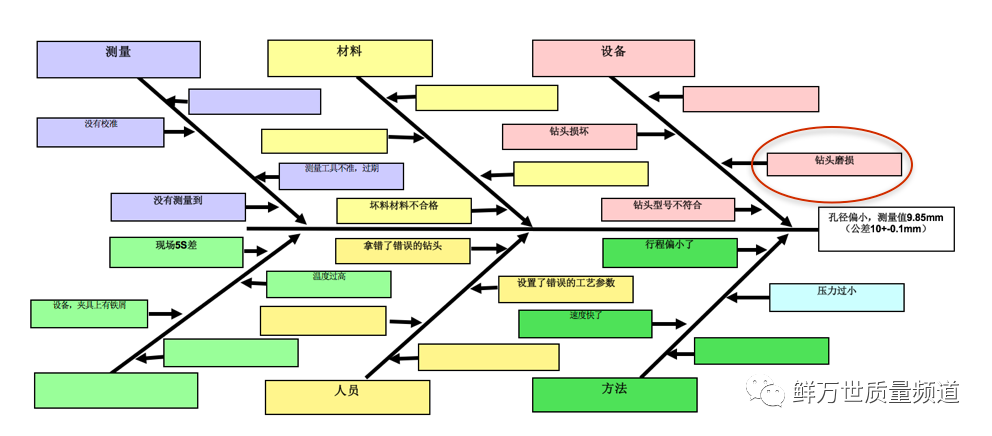
1、问题描述,产品特性的偏差,案例中:孔径偏小,测量值9.85mm,(公差10+-0.1mm),也就是鱼骨图中的鱼头。
2、原因的分析,从4M1E人、机、料、法、环展开,也就是鱼骨图中的大骨。
3、详细原因分析,人:人员操作动作、要领方面的细节原因。机:设备、工装、夹具等的精度和状态的细节原因。法:工艺参数、作业方法方面的细节原因。料:物料的型号、特性变差方面的细节原因。环:物理条件,空气温湿度方面的环境方面细节的原因。也就是鱼骨图中的中骨和小骨。
4、最后大家一起讨论,在鱼骨图划“红色圈”:表示问题的直接原因。案例中的直接原因为钻头磨损了,因为追溯到当天更换了新的钻头,可能是前一个钻头磨损所致。
下一步,我们将鱼骨图中确定的可能的原因,进行5WHY分析法。
根本原因的分析方法分三步,第二步,运用5WHY分析法,找到最有可能的原因。
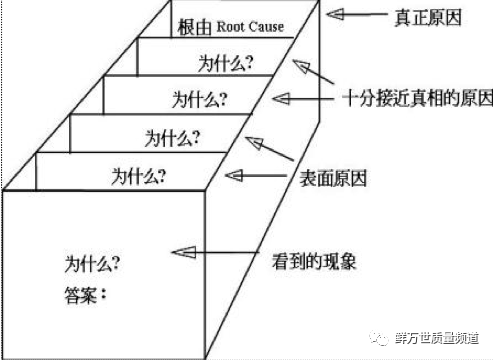
所谓 5-WHY,就是对一个问题点连续以5个为什么来提问,以追究其真正原因。5-WHY 使用时不限定只做5次为什么的探讨,主要是找到真正原因为止,有时可能只要3次,有时也许要10次。
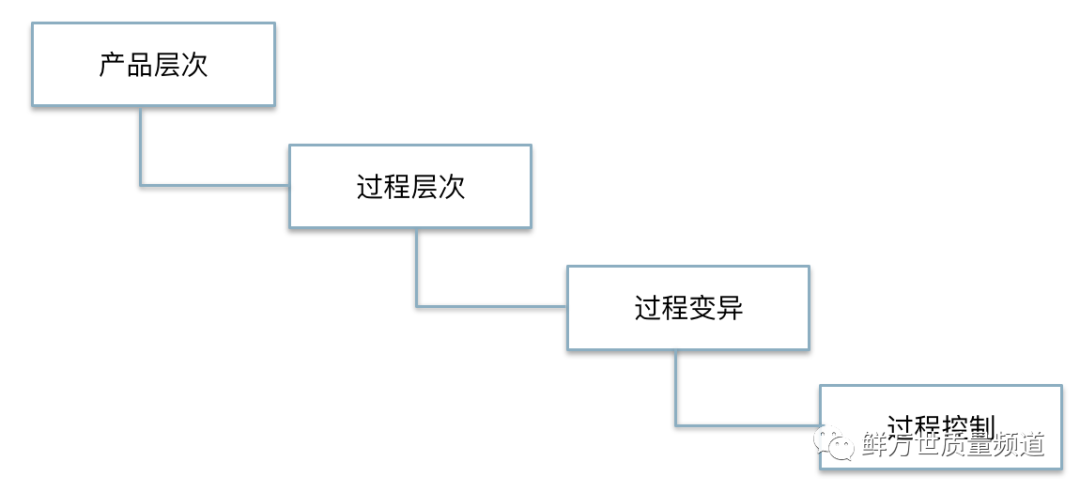
5-WHY,可以从产品层次、过程层次、过程变异层次和过程控制,这四个层次进行深度分析,寻找问题的最有可能的原因(我们叫末端原因)。
比如,问:白板笔为什么无法写字?答:白板笔的墨水没有了。这就是产品功能与产品特性之间的问答,就是产品层次,当客户反馈的是现象,可以运用产品层次的提问,分析问题到底是什么?
问:白板笔为什么墨水没有了?答:在灌墨过程中,墨汁的量灌少了。这里就是通过工艺流程图找到了问题发生的地点,并说明了产品特性的偏差。
问:为什么在灌墨过程中,墨汁灌少了?答:灌墨过程中工艺参数气压不稳定了,气压偏小。这就是过程变异,从4M1E人、机、料、法、环来确定过程变异。
问:为什么气压偏小呢?答:因为稳压阀的失灵了。这也是过程变异层次,在每一个层次,可能多问几个为什么。
问:为什么稳压阀失灵了?答:因为稳压阀的密封圈老化,没有更换。这就是过程控制层次,缺少密封圈的保养与检修。这就是我们运用5WHY找到的最有可能的原因。不能再继续往下问,如果再往下问,那就是系统原因。如为什么没更换,是因为缺少保养的制度,显而易见,保养的制度是系统原因。所以5WHY分析方,并不是问到不能问为止,而是问到解决这个原因的末端就结束了。
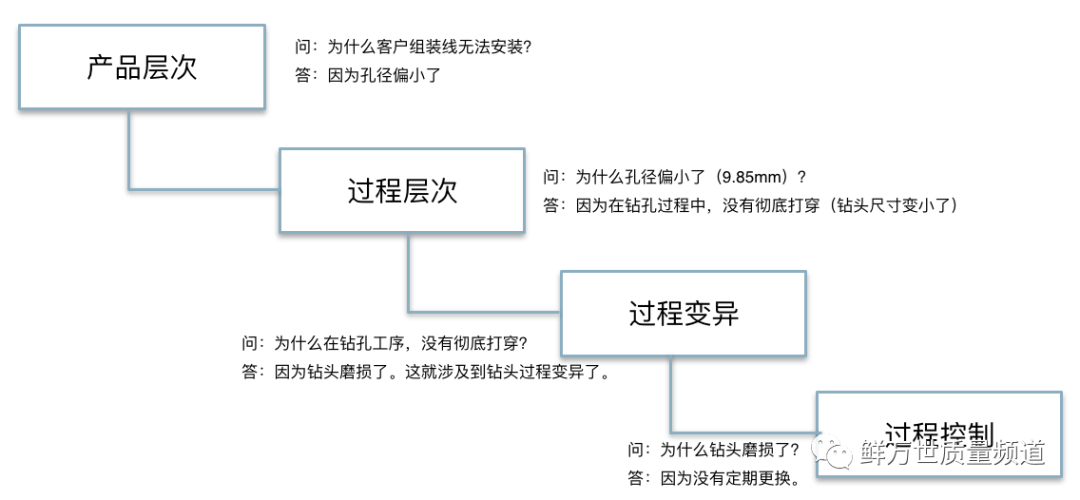
问:为什么客户组装线无法安装?答:因为孔径偏小了,孔径要求是10+-0.1mm,结果是9.85mm。这个层次的提问,其实在8D中的问题描述中已经明确了,从“现场”到“问题”。
问:为什么孔径偏小呢(9.85mm)?答:因为在钻孔过程中,没有彻底打穿(钻头尺寸变小了)。
问:为什么在钻孔工序,没有彻底打穿?答:因为钻头磨损了。这就涉及到钻头过程变异了。问:为什么钻头磨损了?答:因为没有定期更换。
钻头没有定期更换就是最有可能的原因。下一步,就是针对最有可能的原因进行验证。
根本原因的分析方法分三步,第三步,对最有可能的原因(又称末端原因)进行验证,得到根本原因。验证的方法有:1、现场观察法,通过现场观察,末端原因的实际情况与标准进行对比,确定是否为根本原因。这种方法的优点就是速度快,方便操作,缺点是可能会误判。比如周转箱上的灰尘,对产品的外观是有影响的,如何判定呢?我们现场观察周转箱上是否有灰尘(标准是无灰尘的),如果有,那么就是根本原因。你看看,现场观察法的优势就体现出来的,判定速度快。
2、模拟试验法;通过试验得到数据,使用好的,或坏的条件,进行试验,得到数据来判定,比如周转箱,有灰尘,制造一批产品,外观不良率为5%,而周转箱上没有灰尘,制造一批产品,外观不良率为0.5%,显而易见,周转箱上的灰尘,对产品外观不良是有影响的,所以是根本原因。这种方法的优势是让失效重现,用数据说话。但缺点也很明显,也就是试验成本高,有时候失效无法重现。
3、假设检验法,这个使用统计验证的方法,不在这里讨论。

案例分析:根本原因的验证,案例:孔径偏小造成客户无法装配,产品缺陷:孔径偏小,测量值是9.85mm,要求是10+-0.1mm,经过鱼骨图和5WHY分析后,得到了最有可能有的原因为:钻头磨损,没有更换。
我们确定验证人、验证方法、验证标准、验证地点,验证的时间。验证过程:方法一,现场观察法,现场查看钻头已经到达寿命,已经磨损没有更换,标准是要求是需要更换的。所以判定“钻头磨损,没有更换”为根本原因。现场观察法比较方便,快捷,在很多情况下都可以应用。
方法二,试验验证法,又叫AB法,就是用两种方式,分别做一批产品出来,查看不良率的差别。更换钻头,产品孔径不良为0%,将已磨损的钻头重新安装,生产的产品不良率,孔径偏小不良占5%。所以判定“钻头没有更换”为根本原因。试验验证法,必须做好两组试验,让失效和故障重现,最终查看不良率的差别来判定。这种方面比较可靠,有效,但不是所有根本原因都方便做试验或试验成本非常高。

上海益吉科技有限公司成立于2015年,总部位于上海,致力于提供全面可靠的质量数字化质量管理解决方案,打造企业全面数字化质量中台。其母公司上海亿盟信息技术开发有限公司成立于2000年,总部位于中国上海,具有20多年制造业行业积淀及10多年质量管理信息化、数字化、智能化经验,是上汽大众的长期战略合作伙伴。
上海益吉科技有限公司打造了国内领先的数字化质量平台,完全自主研发,并拥有多项产品专利和知识产权。产品包含了APQP、PPAP、D-FMEA、P-FMEA、M-FMEA、IQC、IPQC、SQM、e-Audit、DCC、质量问题中心等模块,助力企业实现全面质量数字化转型。公司客户遍布汽车、电子、半导体、新能源等多个行业,目前已获得众多知名企业的广泛认可。
>>部分合作客户









 苏公网安备 32059002002276号
苏公网安备 32059002002276号