


充型过程中更容易观察金属液流动时因流动的空气孤立而产生的气泡缺陷位置,计算因流动中金属液的压力和复杂流动的孤立空气压力,通过计算比金属液压力高的孤立区域分布来确定气泡缺陷位置。
产品名 : TIMING CHAIN COVER
金属液材质 : AlSi12CuFe (ISO)
并非通过观察流动形态来判断缺陷,只需单纯点击即可显示缺陷信息
对流道形态及位置进行健全性判断
可以通过排气口与分型线设定来预测气泡孤立区域
用于预测金属液内气体与浇注过程中产生的气体所导致的缺陷,对在铸造过程中金属液内部气体被溶解的假设进行解释。可预测的结果是发生气体流动、判断孤立分布区域及预测被孤立的气体量。
产品名 : TRANSAXLE CASE
金属液材质 : ADC12 (JIS)
最终孤立区域预测与流动中气体移动路径的判断
设置流道,浇口与溢流槽来判断健全性
最终选择铸造方案,铸造参数时,需要与气体含量相比较来进行选择
氧化物是在金属液在浇注过程中,自由表面暴露在大气中,形成氧化膜,由于这些氧化膜表面相互重叠等现象,产生气泡或表面缺陷。计算氧化物时,可预测流动中氧化物的移动和最终孤立区域。
产品名 : CYLINDER BLOCK
金属液材质 : ALDC12 (KS)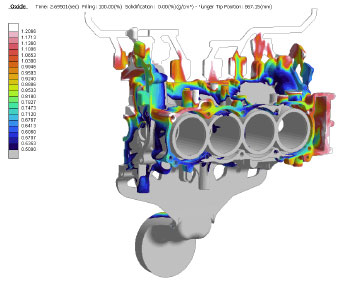 判断最终鼓励区域预测及流动中氧化物移动路径
判断最终鼓励区域预测及流动中氧化物移动路径
设置流道,浇口与溢流槽来判断健全性
在适当位置安装溢流槽等方式,可更容易判断浇注过程中的缺陷缺陷产生原因。
铸件内部有冷却水或冷却油等循环时,可预测铸件外溢的渗漏缺陷的功能。以收缩缺陷为基础,将各种参数值和距离,产生量(概率)以方程式进行计算,以渗漏缺陷发生概率来体现结果。
产品名 : CAM CARRIER
金属液材质 : ALDC12 (KS)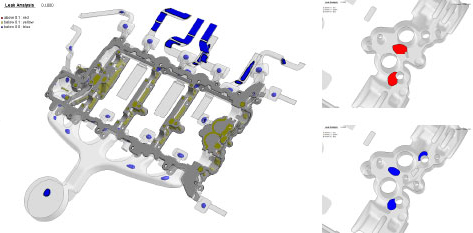 使用收缩缺陷、铸件内水或油路、铸件后加工区域等参数
使用收缩缺陷、铸件内水或油路、铸件后加工区域等参数
用于预测渗漏缺陷,修改铸件设计等
通过分析渗漏缺陷来设置冷却,循环分析条件并进行优化
控制浇注速度的压射参数是高压压铸中,工艺条件中非常重要的条件之一。使用分析的设置有输入低速/高速距离和相应速度的选项,和实际压射条件设置等根据距离输入速度值的多级压射方法
产品名 : CLUTCH HOUSING
金属液材质 : ADC12 (JIS)
 可以分析与实际充型工艺相同的条件
可以分析与实际充型工艺相同的条件
低速/高速变换区间及速度优化
控制浇注过程中产生的气体及氧化物缺陷
设置两级行程
低高速转换时,因快速转换导致低速区 间产生的大量氧化物流入铸件内部
多级行程
由于低高速快速转换使氧化物 分布预测可信度变高
通过高压压铸工艺生产健全产品的方法之一,为提高薄壁复杂形态产品的健全性,在充型时使用真空设备进行生产时最有效的方法。
AnyCasting的真空分析利用真空设备上的设定值再铸件内计算真空压力,并预测到达目标真空的时间,从而达到去除气泡的最佳真空条件。
 判断模具内部空气排出的功能
判断模具内部空气排出的功能
可预测根据金属液充型与真空产生的铸件内部的真空压力分布、真空到达时间
考虑实际真空设备设置条件(真空箱,真空罐,真空泵,排气口等)
可验证各种真空设备性能,并可优化真空条件
FONDAREX 设备数据库基础
Progress : HIGHVAC Progress (18 种)
Premium : HIGHVAC Premium (21 种)
Ultimate : HIGHVAC Ultimate (9 种)
高压压铸工艺中金属液材质和模具刚材料之间产生金属间化学反应,从而在产品开模时的阻力增加,可能会导致粘模缺陷的发生。 AnyCasting是在实际工艺中考虑到为防止粘结而使用的模具表面处理的离型时计算出阻力值,预测粘模缺陷发生概率较高的区域。
产品名 : HOTER HOUSING
金属液材质 : ADC12 (JIS) 通过试验结果和分析结果,确保粘模缺陷分析的可信度。
通过试验结果和分析结果,确保粘模缺陷分析的可信度。
可分析考虑模具表面处理的粘模灵敏度(Nitride, PVD)
在模具表面标示结果,易于确认缺陷发生率高的区域
高压压铸工艺中快速浇注对模具寿命会产生巨大影响金属液的高温、快速浇注的速度、模具形状都可能会导致模具的侵蚀。
在反复进行数千、万次的高压压铸浇注作业的特性上来看,模具侵蚀地区预测对实际产品生产前设计变更有很大帮助。
产品名 : TRANSMISSION CASE
金属液材质 : ADC12 (JIS)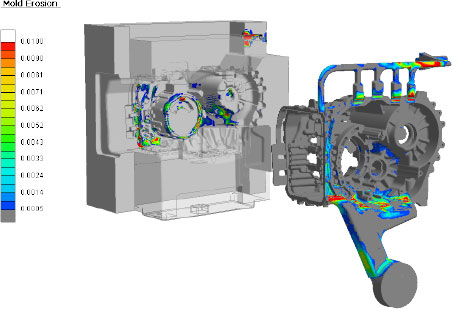
考虑金属液速度,温度,内浇口的入浇角度等
可以体现模具与铸件内部结果
用户变更流道设计或优化浇注参数
铸件形态及开模时因铸件内温度差异而发生热变形,在特定区域残余应力集中,发生裂纹的情况在现场经常能看得到。AnyCasting以FEM方式计算铸造后因变形及应力产生的缺陷预测
FEM元素分割和计算是将AnyCasting的铸造温度结果设定为初始条件,通过anyTX来进行计算。
采用对输入的一系列温度补偿的弹性及塑性计算方式进行选择,选择弹性变形时,可确认输入各温度补偿区间的变形及应力变化和常温冷却时的结果。选择塑性变形时,使用常温位置的机械物性数据,计算弹性区间以后的塑性变形领域。
温度计算 : AnyCasting
温度结果Mapping & 热变形计算 : anyTX

开模时温度偏差导致的变形及应力分布预测
可选择计算弹性·塑性求解器
为了最小化变形,修改模具内部冷却管道设计及冷却水条件来减少缺陷
高压压铸在铸造后铸件取出时使用模具的顶杆。
顶杆的位置或顶出力不适当时,会出现顶杆折断或弯曲现象。AnyCasting的顶杆功能是结合使用顶杆时的液压力,顶杆位置,顶杆长度及直径信息,计算各顶杆的安全系数,对取出铸件时可进行安全性验证。另外,从实时观察导出的结果,如顶杆的移动,数量增加,删除等信息。
产品名 : CYLINDER BLOCK
金属液材质 : ALDC12 (KS) 无需顶杆三维模型,只需要以位置信息设定的安全系数
无需顶杆三维模型,只需要以位置信息设定的安全系数
来进行计算
可实时确认计算结果
很容易设置顶杆的最佳位置
为控制铸件内部特定区域出现的收缩缺陷,一般采用与冷却管道相同效果的控制凝固形态的方法。难以通过冷却管道等冷却系统控制收缩时,或因收缩体积过大的情况下,使用挤压销来缓解及去除特定区域的收缩缺陷。挤压销功能可利用分析来预测因挤压销产生的收缩缺陷去除情况。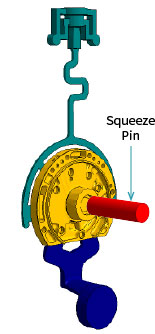 加压时因加压产生的应力计算及收缩去除效果
加压时因加压产生的应力计算及收缩去除效果
优化挤压销的最大移动距离,速度,加压启动时间
加压中金属液凝固时可限制因阻力而移动的挤压销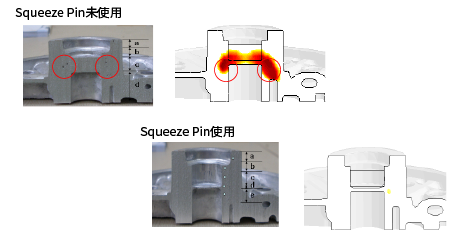
收缩缺陷是凝固过程中产生的缺陷,一般发生在最终凝固区域。
即,为了准确预测收缩缺陷,需要通过准确的温度计算进行流动与凝固分析。凝固计算时可考虑Fs-T曲线。在预测收缩缺陷方面,利用追踪残余金属液体积、表面积、模数的算法和Niyama Criterion微观收缩计算法是比较通用的,可计算最终凝固时收缩缺陷发生区域,及结合所用合金的收缩率分配来计算收缩体积。 根据金属液材质不同,结合Fs-T曲线预测准确的凝固形态
根据金属液材质不同,结合Fs-T曲线预测准确的凝固形态
以追踪凝固中残余液相区域为基础,预测收缩缺陷
具有利用概率分析法观察收缩区域的便利性
以所用材质收缩率为基础预测收缩缺陷体积
为控制产品内部凝固时产生的收缩缺陷及因温度偏差取出铸件后的变形等缺陷,在高压压铸工艺中使用冷却与加热管道,将缺陷最小化并最大化模具的寿命。AnyCasting可通过管道建模和根据各管道特性设定管道,可以预测以管道作用的凝固形态控制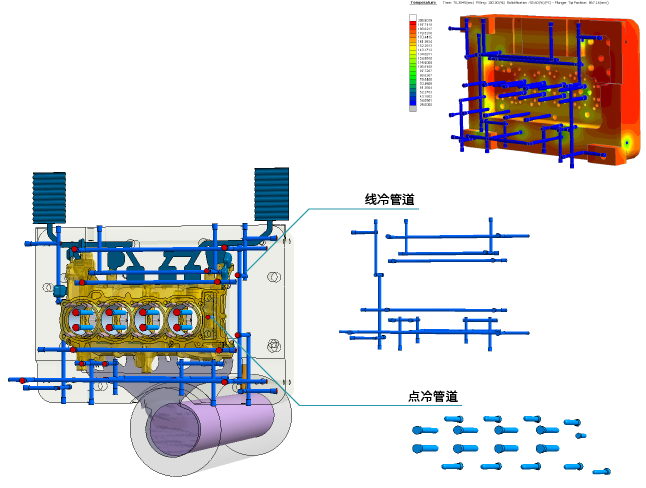 冷却管道的温度保持在用户输入的 温度不变
冷却管道的温度保持在用户输入的 温度不变
以模型为基础,自动测量出管道的长度、横截面积
可选择水、油、空气等冷却及恒温材质
利用温度或Flux控制管道条件
通过设定时间或设置传感器的特定温度区间来控制管道
Line, Spot, Conformal等符合各管道特性的设置
点冷管道是为了控制特定区域的凝固,与线冷管道不同,整体的凝固对特定区域具有强烈的冷却效果,是控制收缩缺陷的有利方法。 AnyCasting是在管道形态内设定各区间的冷却功能,使想要冷却的特定区域能够实现强力的冷却效果,是与实际点冷管道的效果相似的设计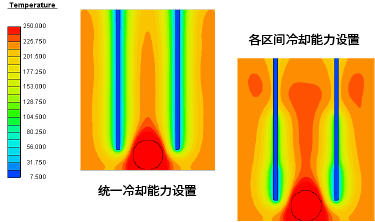 以模型为基础,自动测量出管道的长度、横截面积
以模型为基础,自动测量出管道的长度、横截面积
可选择水、油、空气等冷却及恒温材质
利用温度或Flux控制管道条件
通过设定时间或设置传感器的特定温度区间来控制管道
根据管道区间设定冷却能力
使用铸造分析软件进行分析后,制作有关结果的观察事项报告时,因初学者或业务过多而难以完成的情况较多。AnyCasting的自动报告生成功能是帮助用户在制作分析结果报告时节省时间及制定基本报告格式的功能。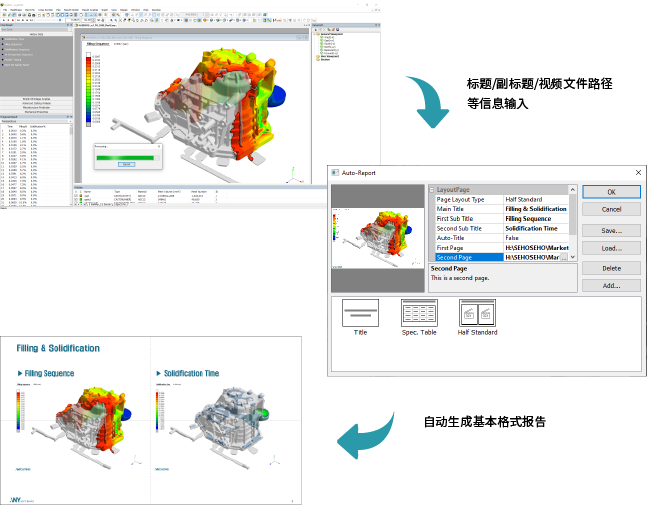 提供基于PowerPoint的基本格式
提供基于PowerPoint的基本格式
可更改PowerPoint默认格式(Templet)用户
分析结果可选择性插入视频、图片
自动生成默认分析条件页面
为了给众多工程师分享分析结果,需要在多个电脑上安装可确认结果的程序来确认各结果的细节。但设置过多结果确认程序需引进更多程序,因此会遇到现实性困难。
Real Post on PowerPoint功能是对特定结果的单独存储,是在PowerPoint功能内也可以进行与结果确认程序相同水准的观察而设计的功能。 PowerPoint安装完成后,在任何PC上都可以共享结果,对增进现场分析使用度有很大帮助。 使用anyPOST (结果观察应用程序)导出特定结果
使用anyPOST (结果观察应用程序)导出特定结果
可在PowerPoint中进行结果观察
可在PowerPoint内将结果扩大/缩小、截面、视频播放/播放条件控制
非特定形式的报告,可观察结果并制作详细说明的报告



 苏公网安备 32059002002276号
苏公网安备 32059002002276号