


为控制铸件内部特定区域出现的收缩缺陷,一般采用与冷却管道相同效果的控制凝固形态的方法。难以通过冷却管道等冷却系统控制收缩时,或因收缩体积过大的情况下,使用挤压销来缓解及去除特定区域的收缩缺陷。挤压销功能可利用分析来预测因挤压销产生的收缩缺陷去除情况。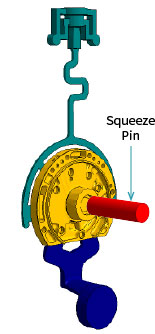 加压时因加压产生的应力计算及收缩去除效果
加压时因加压产生的应力计算及收缩去除效果
优化挤压销的最大移动距离,速度,加压启动时间
加压中金属液凝固时可限制因阻力而移动的挤压销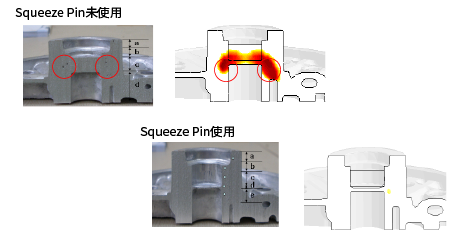


-

 微信订阅号
微信订阅号 微信服务号
微信服务号 微信客服
微信客服
Copyright © by 软服之家(苏州)科技有限公司 | 成都软服之家科技有限公司 版权所有 All Rights Reserved. 苏ICP备18061977号-3 苏ICP备18061977号-4蜀ICP备16004033号-3 苏公网安备 32059002002276号. 增值电信业务经营许可证:苏B2-20211237
苏公网安备 32059002002276号. 增值电信业务经营许可证:苏B2-20211237
苏公网安备 32059002002276号. 增值电信业务经营许可证:苏B2-20211237