



适用版本:NX7.5以上
应用刀补方式在NX车削中创建刀路十分常见,无论是圆形和三角形还是菱形刀片均是如此,因为这些刀片的刀尖都有一个圆角,只要刀尖存在圆角就可以利用刀补这种骗刀得方式创建导轨,以便借助圆角补偿值调整实际车削(轴向、径向)尺寸。
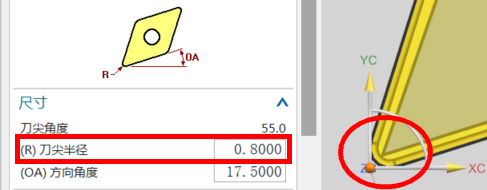
图1
通常情况下,创建刀补刀路主要用于关键轮廓对于尺寸的控制和调整,也就是精车轮廓,往往这时只需要创建一条刀路即可。但在实际应用中,一些用户会通过分层多个刀补刀路的方式进行粗车,这里以下图为例进行说明。
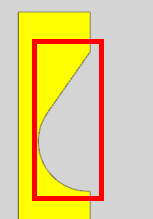
图2
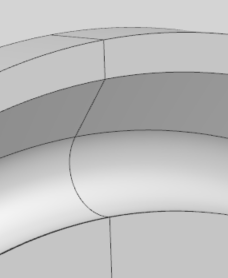
图2所示凹处即为需要车削区域,该区域需要用一把R刀粗车完成。如果不采用刀补方式,应用精车轮廓方式,采用多刀分层加工,创建如下结果刀路:
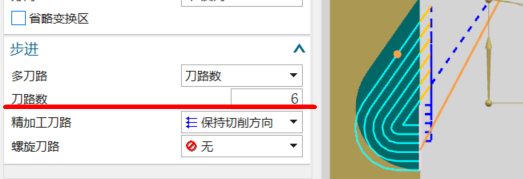
图3
图3中结果可以看出,多刀分层的结果就是从左至右的圆弧拐角越来越小,直至尖角,甚至更多。这是创建多刀分层刀补刀路的前序结果,改成刀补结果刀路,需要设置刀具补偿设置如下:

图4
图4为创建刀路结果,该结果即为刀补分层多刀刀路。与图3区别不同的是拐角的变化,绿色圈内的这条刀路并没有生成圆角,而是进行了线性拟合连接,之所以如此,主要是因为这一层的刀路圆角将会小于刀具圆角R值了,如果创建的带刀补刀路圆角小于刀具圆角(或者补偿R值)时,机床将会发生报警错误。所以这个刀路结果看起来比较别扭,但实际上处理的程序不影响加工。
如果不想得到这种线性拟合的刀路,需要把输出的这部分刀路拐角改成圆角,需要如下设置:
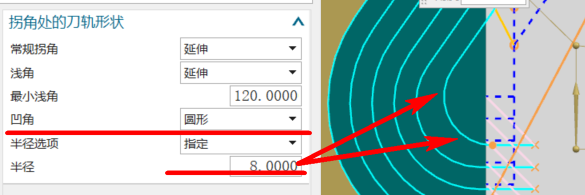
图5
或者把半径选项设置为刀具半径,如下:

图6
总结,刀补加工应用广泛,不能拘泥一格,在应用中要充分考虑圆角的存在对于刀路结果的影响。




 苏公网安备 32059002002276号
苏公网安备 32059002002276号