



在工业应用中,电阻点焊主要用来焊接金属薄板和金属丝网。由于其生产效率高、质量可靠、成本低、适用性广、易于实现机械化和自动化等特点,在汽车及其零部件、航空航天、电气电子、民用和军工机械设备等领域里都被大量应用。在工业产品的生产流程中,焊接质量往往对产品质量起着决定性的影响。尤其在一些大规模的生产流水线焊接中,对焊接精度、一致性和可靠性的要求越发严格,只依靠工人的经验是行不通的。随着自动化要求越来越高,焊接方案的设计有必要借助专业的CAE软件,以缩短开发周期,提高工艺质量。

以汽车工业为例,电阻点焊是车身焊接最主要的连接方式,占白车身焊接总量的90%以上,普通轿车白车身焊点数量达到4900~5600个,因此做好电阻点焊焊接强度的控制,对保证整车安全性起着非常重要的作用,焊点强度主要受焊接参数的影响,如电极压力、电流参数、通电时间等,在实际生产中一般无法做到时时对焊接参数进行监控或者对所有焊点强度进行检验,多采用抽样方法通过取样焊点强度来监控焊接参数进而检验整车焊点强度。主要采用以下方法:
·试片法
试片法是采用与被焊零件相同材‘质和料一厚的试片,进行打点试验,然后用剪切力将试片剥开,被剥离焊点必须附在其中一块试片上(不同板厚时,以较薄板为准),并且焊点熔核直径满足相关技术要求。
·工位凿检
凿检法是在设定的检验焊点附近,两层板之间(若三层板,则在第一层板和第二层板,第二层板和第三层板之间)用专用錾子錾入到一定程度后,以焊点无缝隙为合格,检验合格后需要对凿检处进行修复。
对于每把焊钳每种参数都需要进行凿检验证,工位凿检直接在产品上进行,比试片法史能反映实际输出焊接参数,为了避免因凿检产生报废,凿检焊点选择时要考虑操作的可行性及可修复性,一般不选择有外观要求的焊点和高强度钢焊点,对于不能在工位进行半破坏性工位凿检的焊枪,需要采用试片法进行焊点质量检验。

·集中凿检
集中凿检和工位凿检方法相同,主要针对无法在生产工位进行人工凿检的机器人焊点在生产线设置专门凿检工位集中进行强度检验的方式。集中凿检焊点选取原则和工位凿检相同,一个集中A检工位需要检查10多个机器人工位多达30~40台焊接机器人焊接参数,多采用循环凿检的方式,每个工序节拍内只检查3~4台机器人焊接参数,10~15台白车身1个循环进行凿检。
·无损探伤
无损检测是在不损坏或不影响检测对象功能特性的前提下,通过超声波、红外线和电磁等物理方法对焊接质量进行检验的方法。目前在实际生产中最常用的无损探伤是超声波探伤。超声波在被测车身金属材质中传播时,被测焊点处金属金相组织的变化对超声波的传播会产生影响,通过对超声波反射波形受影响程度的观察,了解焊点性能和内部缺陷。由于无损检测具有非破坏性,操作方便、快捷等优点,可以对无法进行凿检焊点进行补充性日常检查控制。
·整车拆解
试片检验、工位凿检、集中凿检等检查方法作为日常手段无法全面反映整车所有焊点质量状况。整车拆解对整个白车身所有焊点逐一进行破坏性检查,可以全面反映整车所有焊点焊接强度,由于整车拆解后的车身只能报废处理,并且整车拆解周期较长(一般要1个月),不能作为日常项进行检杳,在止式生产过程中,一般按照随机抽样方法,每条生产线每季度抽查1台白车身进行整车拆解。

上述方法分别都存在一定的局限性:凿检单个焊点需要占用一个生产循环内 10~20秒,很多被覆盖焊点和底部焊点无法凿检,且凿检受工人技能熟练度和水平影响很大。破坏性检查能够最直观反映生产线所有焊点质量,但破检周期一般至少在一个月以上,有很大的滞后性,一旦发现虚焊、漏焊,往往已经造成批量事故。并且以单个白车身两万元计算,破检成本也很高。无损查探受技术条件和车身结构的限制,不能完全反应焊点质量情况。
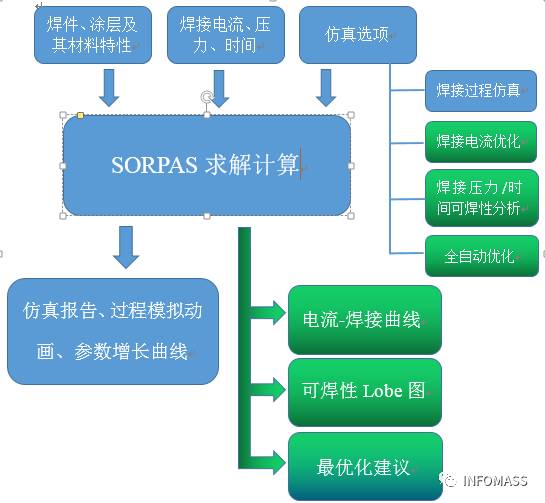
随着计算机应用发展日益深入,工程问题的解决越来越以来于CAE仿真技术。通过仿真计算,可以充分考虑不同金属、各类涂层、外部环境、产品结构和焊接工艺参数等因素对焊接质量的影响,精确的预测熔核大小、强度与飞溅风险。从而优化设计方案, 提升产品焊接质量及可靠性能。
SORPAS源自1988丹麦科技大学对电阻焊的研究课题,现已发展为行业领先的电阻焊解决方案。
v SORPAS 设计理念:
仿真 Simulation and
优化 Optimization of
电阻焊 Resistance
凸焊 Projection
点焊 And Spotwelding processes.
v 通过ISO9001:2005认证
v 内置智能网格生成器,可基于标准结构快速建模
v 支持多种焊接方式
v 三种焊接优化模式
v 详细的结果报告,包括熔核大小、焊接强度、残余应力和组织分布等
v 过程模拟动画,温度、硬度、压强等参数的变化过程一览无余
v 强大的数据库(焊件、电极帽、材料等),支持用户自定义,同时SWANTEC也提供数据库服务
v 支持EXCEL数据导入与智能识别,可批量处理焊接任务
v 支持多涂层计算
v 兼容Nastran网格文件导入
v 快速、强健的求解器
v 可自动生成仿真报告,拥有强大的后处理器。
SORPAS 使用流程
·点焊
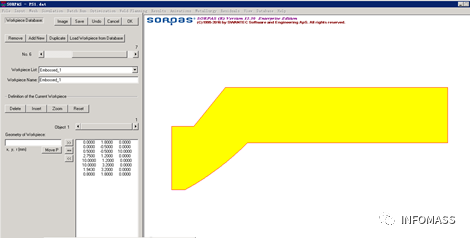
1)建模
向导式建模,流程明确直观。
1. 选择焊接方法;
2. 增加焊件与电极帽,设定间隙:SORPAS建模的依据是坐标法,并有图形界面实时显示。软件还支持快速建模和从数据库导入模型,在焊件与电极帽数据库中,用户可以直接导入stl格式三维数模或Nastran类型网格文件;
3. 设置涂层与材料:SORPAS内置材料数据库,也支持自定义材料;
4. 设定电机和工作电流:支持直流和交流电机,设定电机频率和电流特性;
5. 设定焊接压力:支持多步焊接,设定焊接时间与压力;
6. 选择操作:选择过程仿真、焊接电流优化、可焊性Lobe图或全自动优化。
·凸焊和其他焊接方式
直接进入设置界面,自定义焊件、电极帽与压紧件的位置关系,自定义焊接参数与仿真设置。
·内置数据库
软件系统中集成了四个数据库,包括材料数据库、常用工件数据库、标准电极帽数据库(ISO5821)以及焊接机器数据库。用户可根据自身的需要进行增添、编辑和删除。
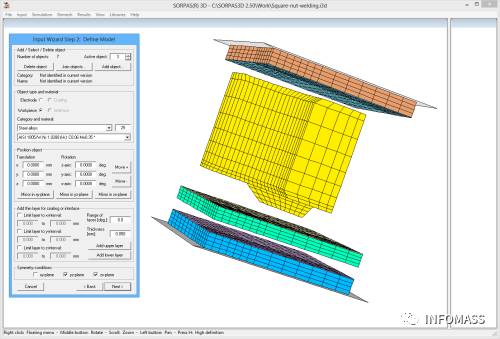
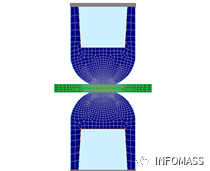
·使用三维模块处理复杂焊接模型
对于非对称的特殊模型,SORPAS提供了3D模块进行基于六面体网格的建模。在建立焊件或电极帽数据库时,SORPAS非但提供了种类繁多的数据库,还提供快速建模、多点坐标建模、导入第三方数模等功能。
 2)后处理:
2)后处理:
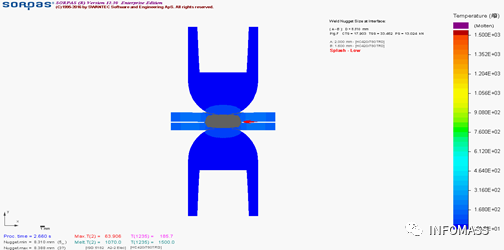
·结果仿真
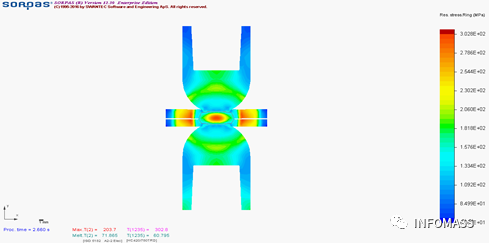
SORPAS可以自动生成仿真结果报告,直观呈现较重要的焊接结果参数,包括拉伸、剪切、剥离强度、熔核直径、温度分布与飞溅情况。
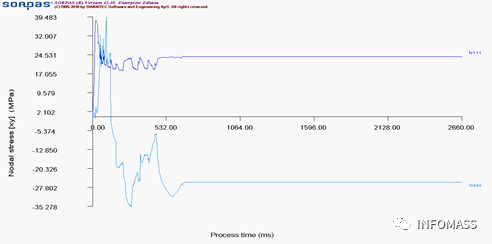
SORPAS具有强大的后处理器, 可以进行交互式的探讨、处理仿真结果,挖掘有用数据。通过分析应变、应变、残余应力、硬度分布,帮助工程师快速找到关键优化点和解决方案。
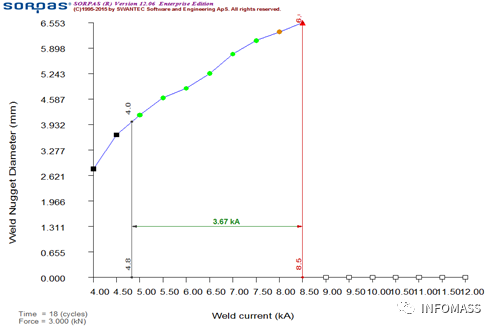
·焊接电流优化
SORPAS提供两种模式实现焊接电流优化:一种是根据自定义电流范围,从给定增量的下限到上限自动运行一系列模拟,生成焊接增长曲线。另一种是根据目标熔核大小,自动运算更佳焊接电流。
·可焊性Lobe图
 SORPAS提供两种可焊性分析模式:一种是焊接力恒定,改变电流和时间;一种是焊接时间恒定,改变电流和焊接力。根据标准《ISO14327:2004》,按照用户设定的熔核特征自动划分可焊性区域、预测飞溅极限。
SORPAS提供两种可焊性分析模式:一种是焊接力恒定,改变电流和时间;一种是焊接时间恒定,改变电流和焊接力。根据标准《ISO14327:2004》,按照用户设定的熔核特征自动划分可焊性区域、预测飞溅极限。

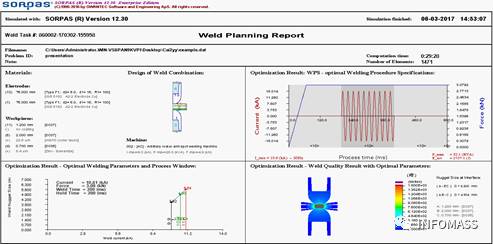
·自动焊接规划
根据用户的设定参数(焊件、电极帽、焊机和所需焊接质量)计算更佳焊接工艺参数,包括更佳焊接电流、焊接力、焊接时间和保持时间,并生成优化报告。
 3)批量仿真与优化
3)批量仿真与优化
SORPAS可以在一个项目文件里同时进行多个任务的仿真和优化,结果同时显示,便于比较和管理。
SORPAS还提供接口,快速导入EXCEL文档中的焊接任务计划,使用户可方便地在EXCEL文档中编辑和管理焊接任务。
SORPAS 科学的算法
1)有限元法
SORPAS是基于有限元法(FEM)开发的。有利于解决大变形的问题,并可用于解决具有复杂几何形状和材料组合的几乎所有种类的工程问题。
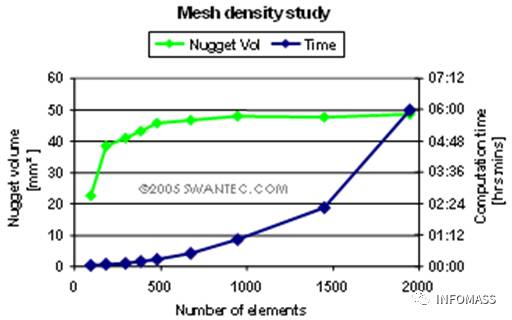
在仿真计算中,网格根据用户定义的元素总数和密度控制点自动化生成,当网格超过1000个时,计算时间随着网格数增加而急剧增加,对结果的精度影响却很小。因此我们默认划分1000个网格用于普通电阻焊模拟。
 2)多因素的耦合作用
2)多因素的耦合作用
·电学模型
根据焊接电流和焊接材料的组合计算电流分布和发热量
·热力学模型
计算热传递、温度变化、材料特性随温度的变化和焊点的成型
·力学模型
基于材料力学和动力学原理,根据焊机特性计算力学结果,包括材料变形、界面处接触面积的演化、应力和应变等
在实际焊接过程中,研究人员发现,影响电阻焊接结果的共有超过100个参数,SORPAS考虑了其中敏感度最高的几类参数,并提供了详细的设置方法:
Ø 焊接电流
软件对电阻焊的核心求解方程为焦耳定律:

I:通过焊件的电流 R:焊件和接触界面的电阻 t:焊接时间
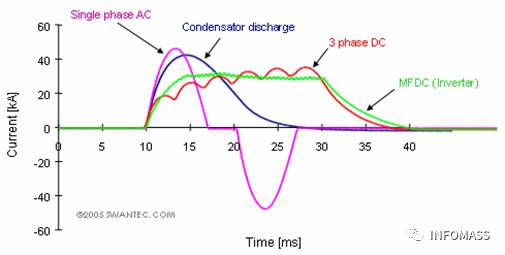
功率决定发热量,并与电流的平方成正比。因此熔核的尺寸将随着电流的增加而快速增加。SORPAS考虑了实际生产过程中常见的电机(AC/DC/CD等)的不同特性,用户可使用焊接电流的均方根(RMS)值用于参数设置和过程控制。
Ø 焊接时间
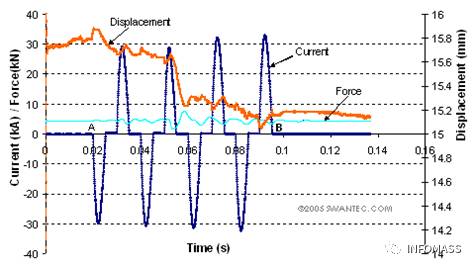
焊接时间与焊接电流共同影响着发热量。SORPAS允许用户通过特征值法或坐标法设定焊接电流–时间曲线。
Ø 焊接压力
焊接压力影响着材料的特性变化和最终的焊接质量。SORPAS允许用户通过特征值法或坐标法设定焊接压力–电流曲线。
 Ø 接触电阻
Ø 接触电阻
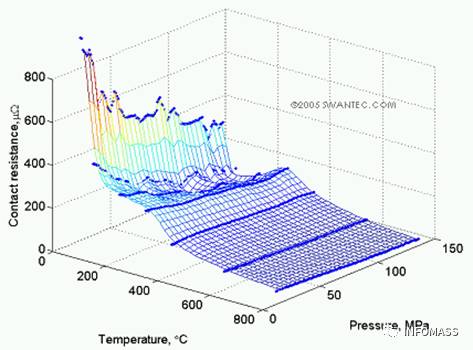
焊接界面的接触电阻受到材料、温度和压力等因素的控制,SORPAS根据相关定理和经验公式,提供焊接全过程中电阻分布的求解模块。
Ø 材料特性
SORPAS的材料数据库中提供了详尽的参数设置。在分析和优化过程中,根据热力学材料力学,全面考虑了材料随着温度变化而产生的性能变化,并提供金相组织分布的求解模块。
 Ø 表面涂层
Ø 表面涂层
SORPAS专为焊接设计,提供方便的涂层参数设置,并在求解器中充分考虑了涂层对焊接过程造成的影响。
Ø 几何尺寸
焊件与电极帽的几何形状和尺寸影响到电流密度分布和焊接过程中的动力学特性。SORPAS允许用户自行设定焊接时焊件、电极帽与焊机的相对位置,并提供全焊接过程的动画仿真模块。





 苏公网安备 32059002002276号
苏公网安备 32059002002276号