




面向增材制造的设计(DfAM)是指结构设计工程师利用增材独特的工艺优势去构建产品的设计过程。这就要求设计工程师在整个设计过程中都必须时刻考虑增材制造的工艺约束对设计的影响。
随着增材制造的应用的普及,增材制造给产品设计带来的优势已经愈发明显,比如将零件进行轻量化以及将多个零件合并到一起成为一个零件,并且提高力学性能。在每次对增材产品进行设计的时候都是一个思考过程,在这个过程中需要做出慎重方案决策,不光要针对设计准则的设计,还有诸多轻量化与力学性能的条件考虑。
在全球各地的制造公司对增材制造的关注越来越多,在条件允许的情况下对产品零件进行专门面向增材制造变得越来越重要。但是在很多常规零件中对增材制造来说意义并不大,对于许多很多需要开模的常规零件,在试验阶段如果采用增材制造会节省很多成本,例如在汽车行业中增材制造就在前期设计阶段对成本节约有着显著的表现。
在增材制造领域中,有着不同的设计层次,分别是直接替换零件的制造工艺、改变零件微小细节以适应增材制造工艺、专门面向增材制造的设计,这三种设计方式所带来的结果是不同的,当然最后一种面向AM的设计是三种中更优的选择,它不仅能够实现轻量化而且还可以改善零件的力学性能以及装配难易度与所占空间的大小。
对于SLM金属打印而言,增材制造工艺的成本非常高昂,并且其制造方式只能采用“串行”的生产方式,相对于传统常规的制造技术增材制造的速度是非常慢的,所以我们应该在增材制造能够为其带来产品增值的情况下去使用。
在产品的概念设计阶段,工程师们应该根据整个产品的结构以及零件配置的影响做出分析后,确认零部件产品的制造工艺,如选择增材制造可以使产品的利益更大化,再对零件进行专门的增材制造工艺设计。
1)成型方向
在我们进行增材制造的零件设计时要针对零件不同材料的工艺局限,对零件外形也要根据工艺限制去进行更改,同时也要考虑到材料的成型方向问题对零件的影响。例如三周期极小曲面的Gyroid晶胞,如下图1-Gyroid晶胞所示。

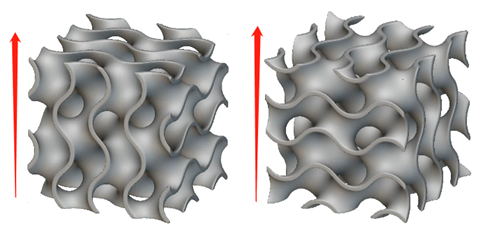
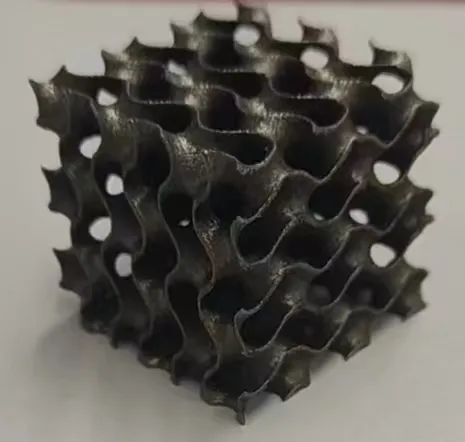
在打印时打印方向为红色箭头方向,如果按照左图中的边界方式打印出来的效果是非常光滑的,而且打印风险也是非常低的,而右图中侧面边界打印出来的效果是比较粗糙的,而且坍塌风险也是非常大的,如下图2- Gyroid晶胞试件中所示,图中晶胞左侧是沿着打印成型方向生长的,非常细腻光滑。而图中右侧横向跨度面比较多,效果很显然非常粗糙,所以我们在设计的过程中,针对成型方向的考虑也是非常重要的。
2)清粉
针对SLM工艺而言,在零部件产品设计时,也要考虑在零件打印结束后零件清粉的问题,要至少保证零件的最小间隙不能小于具体某个数值,不同材料进行不同最小孔径的选择。当然有时在性能与工艺产生矛盾时,要采取一个折中的方案。
3)成型跨度
零件的较大跨度的位置表面会非常粗糙如图3-无支撑桥所示。

在上图3中可以看到横向水平跨度越大,成型难度就越大,其朝下的部分表面质量会很差,并且在结构上非常的不健全,甚至会有可能损毁铺粉装置。
4)零部件的摆放方向
在设计时不断地考虑零件的各种打印方向,有很多原因,以保证零件能够打印出来,以及支撑量、强度、表面质量、材料性能。通过这种方式也可以根据零件的力学边界条件,改变打印方向从而避免零件的各向异性所带来的各种强度问题,对于金属打印影响是比较小的,而且可以通过热处理或者其他的后处理工艺进行解决,比如热等静压。
在今年6月13日,增材制造在航空领域的应用又一次迎来了里程碑式的发展,由德国汉莎航空技术公司3D打印技术中心研发的金属增材制造支架“A-Link” 获得欧盟航空安全局的官方适航认证。如下图4-A-Link3D打印支架。

在此之前该零件采用的是由传统的锻造工艺制造,它的作用主要是在发动机进气罩上固定一个环形的热空气通道,每台发动机上都具有9个A-Link零件。在发动机运转时会发生震动从而导致A-Link在安装孔位置造成磨损,所以每个一段时间就要对零件进行更换。
该零件主要受到的载荷是拉压类型的,并且有少量的弯曲剪切载荷,这样单一的受力边界条件也成为了增材制造人员的开发首选。
另外还有它的安全冗余也是非常大的,由于每台发动机上都有9个A-Link零件,空客公司的支架是由4个零件并联排列的,那么就是说在飞行过程中有一个零件发生失效,也不会造成致命性的问题。
这样类型的零件通过拓扑优化后对其进行了轻量化设计,同时也节省了摸具费用,以及定制模具的时间成本,对于需求量少且需要轻量化而且易于损耗的零件为增材制造工艺带来了许多机会。
增材制造正处于一种快速的发展衍变的状态,将来将会有更多的新的技术、新的软件、新的材料去充实增材制造这个行业,并且也会有更多的公司学校去投入至增材行业,这将是一个值得人们期待的行业。
李瑞鹏 结构设计工程师 对增材制造设计有丰富的项目经验,根据仿真拓扑结果对零部件进行轻量化结构设计,以及使用三周期极小曲面的晶胞进行换热器结构结构设计,针对打印工艺对传统工业设计零件面向增材工艺优化。





 苏公网安备 32059002002276号
苏公网安备 32059002002276号